热点资讯
其他资讯
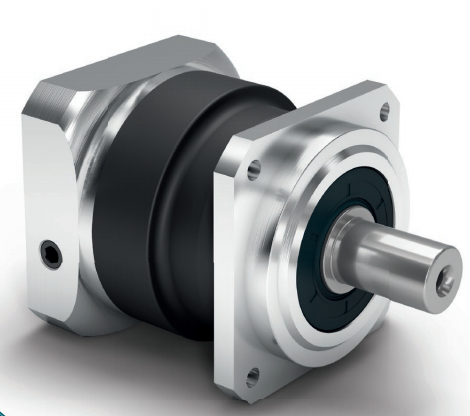
锐意进取新机电轮轴式PLFK080-L3-250-S2-P2定制型伺服变速器
文章来源:ymcdkj
发布时间:2024-04-30 01:24:18
0-S2-P2型伺服变速器
用干冰作冷却剂,冷缩配合的场合,空气中的水分会凝结在NSK进口轴承的表面。所以,需要适当的防锈措施。圆柱孔NSK进口轴承的用压力机压入的方法小型轴承广泛使用压力机压入的方法。将垫块垫入内圈,用压力机静静地压至内圈而紧密地接触到轴挡肩为止。将外圈垫上垫块内圈,是造成滚道上压痕、压伤的原因,所以要禁止。操作时,事先在配合面上涂油。万不得已用用榔头敲打的场合,要在内圈上垫上垫块作业。
在“选型”流程的初始界面,需要输入4个关键信息:
1)应用类型
选择“连续工作”或“循环运行”。任何在某一方向上运行四小时或更长时间而不停止或不改变速度的应用场合均可视为连续工作。所有其他应用场合,包括那些运行时间超过四个小时,但改变运转方向的可视为循环运行。
2)背隙要求
“超精密”级单级和双级减速机的背隙分别为3acr-min和5 arc-min。
“精度”级单级和双级减速机的背隙分别为5 acr-min和8arc-min。
“标准”级单级和双级减速机的背隙分别为8acr-min和10arc-min。
3)减速机类型或方向(直线型或直角型)
直角型减速机有三个独立选项:标准轴、双轴和空心轴。
有的用户在设备运行一段时间后,驱动电机的输出轴断了。为什么驱动电机的输出轴会扭断?当我们仔细观查驱动电机折断的输出轴横断面,会发现横断面的外圈较明亮,而越向轴心处断面颜色越暗, 到轴心处是折断的痕迹(点状痕)。这一现象大多是驱动电机与减速机装配时两者的不同心所致。
当驱动电机和减速机间装配同心度保证得较好时,驱动电机输出轴所承受的仅仅是转动力(扭矩),运转时也会很平顺,没有脉动感。而在不同心时,驱动电机输出轴还要承受来自于减速机输入端的径向力(弯矩)。这个径向力的作用将会使驱动电机输出轴被迫弯曲,而且弯曲的方向会随着输出轴转动不断变化。如果同心度的误差较大时,该径向力使电机输出轴局部温度升高,其金属结构不断被破坏, 终将导致驱动电机输出轴因局部疲劳而折断。两者同心度的误差越大时,驱动电机输出轴折断的时间越短。在驱动电机输出轴折断的同时,减速机输入端同样也会承受来自于驱动电机输出轴方面的径向力,如果这个径向力超出减速机输入端所能承受的径向负荷的话,其结果也将导致减速机输入端产生变形甚至断裂或输入端支撑轴承损坏。因此,在装配时保证同心度至关重要!
从装配工艺上分析,如果驱动电机轴和减速机输入端同心,那么驱动电机轴面和减速机输入端孔面间就会很吻合,它们的接触面紧紧相贴,没有径向力和变形空间。而装配时如果不同心,那么接触面之间就会不吻合或有间隙,就有径向力并给变形了空间。
同样,减速机的输出轴也有折断或弯曲现象发生,其原因与驱动电机的断轴原因相同。但减速机的出力是驱动电机出力和减速比之积,相对于电机来讲出力更大,故减速机输出轴更易被折断。因此,用户在使用减速机时,对其输出端装配时同心度的保证更应十分注意!
目前交流伺服系统已在很大范围内取代了直流伺服系统。在当代数控系统中,交流伺服取代直流伺服、软件控代硬件控制成为了伺服技术的发展趋势。由此产生了应用在数控机床的伺服进给和主轴装置上的交流数字驱动系统。随着微器和全数字化交流伺服系统的发展,数控系统的计算速度大大提高,采样时间大大减少。硬件伺服控制变为软件伺服控制后,大大地提高了伺服系统的性能。例如OSP-U10/U100网络式数控系统的伺服控制环就是一种高性能的伺服控制网,它对进行自律控制的各个伺服装置和部件实现了分散配置,网络连接,进一步发挥了它对机床的控制能力和通信速度。这些技术的发展,使伺服系统性能改善、可靠性提高、调试方便、柔性增强,大大推动了高精高速技术的发展。
另外, 传感器检测技术的发展也极大地提高了交流电动机调速系统的动态响应性能和精度。交流伺服电机调速系统一般选用无刷旋转变压器、混合型的光电编码器和值编码器作为位置、速度传感器,其传感器具有小于1μs的响应时间。伺服电动机本身也在向高速方向发展,与上述高速编码器配合实现了60m/min甚至100m/min的快速进给和1g的加速度。为保证高速时电动机旋转更加平滑,了电动机的磁路设计,并配合高速数字伺服软件,可保证电动机即使在小于1μm转动时也显得平滑而无爬行。
+
-19DB19
3-14BJ14
-K3-14BJ14 3-14BL14
-K3-14BL14 3-19HF16
-K3-19HF16 3-14BM14
-K3-14BM14